


钢支座】库存量大")
钢支座】库存量大")
随州上沅工程技术有限公司生产的 桁架支座规格齐全,货源充足。多年来坚持守约、保质、薄利、重义的经营理念,与广大客商建立了牢固的合作关系,受到了广大客户的赞同。公司集设计、生产、销售、施工于一体。 近几年来,公司不断进取,不断创新,生产经营能力更加雄厚。也是完善了产品的品质,。欢迎广大新老客户来函,来电洽谈业务,真诚为您携手共创明天!
钢支座】库存量大")
钢支座】库存量大")
钢支座】库存量大")
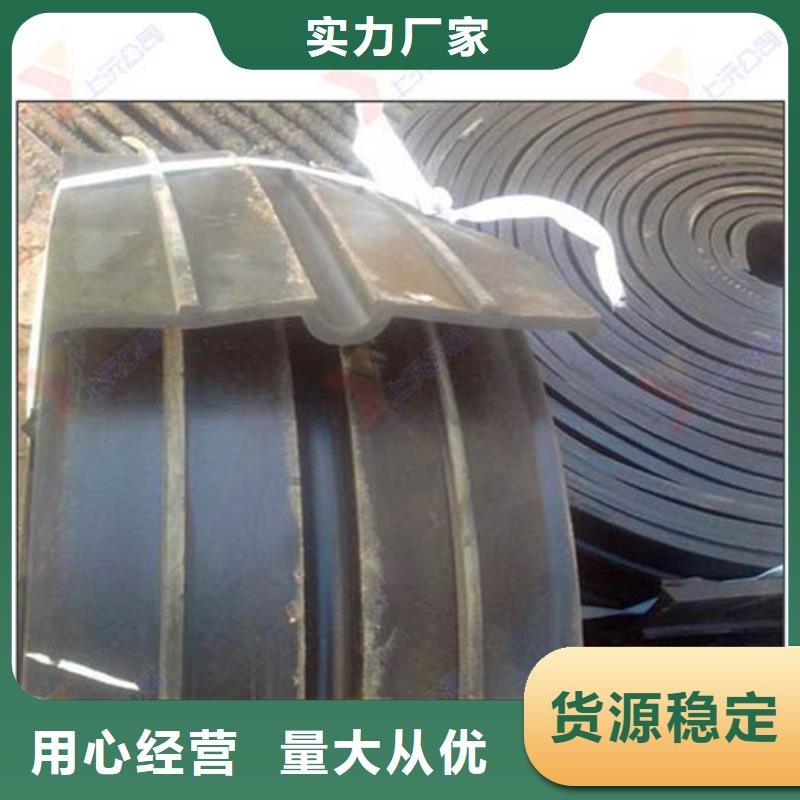
该止水材料具有良好的弹性,耐磨性,耐老化性和抗撕裂性能,适应变形能力强,防水性能好,温度使用范围为-45℃~+60℃.当温度超过70℃,以及橡胶止水带受强烈的氧化作用或受油类等有机溶剂侵蚀时,均不得使用橡胶止水带。钢边橡胶止水带产品特点断面采用非等厚结构,分强力区和防水区,使各部分受力均匀,合理。伸缩孔久壁为平面,施工时板模夹制接触面大,不易脱位;钢板增设安装孔与钢筋相连接,固定牢靠不易位移。镀锌钢板与混凝土的良好粘接,使防水性能更佳。遇水膨胀止水带采用国标准GB18173.3-2002标准检测和生产的表如下:项目 性能要求 PN-150 PN-220 PN-300 体积膨胀倍率(%) 150 ≥220 ≥300 高温流淌性(80℃×5h) 无流淌 无流淌 无流淌 低温试验(—20℃×2h) 无脆裂 无脆裂 无脆裂止水带的施工与安装止水带是在混凝土浇注过程中部分或全部浇埋在混凝土中.
钢支座】库存量大")
钢支座】库存量大")
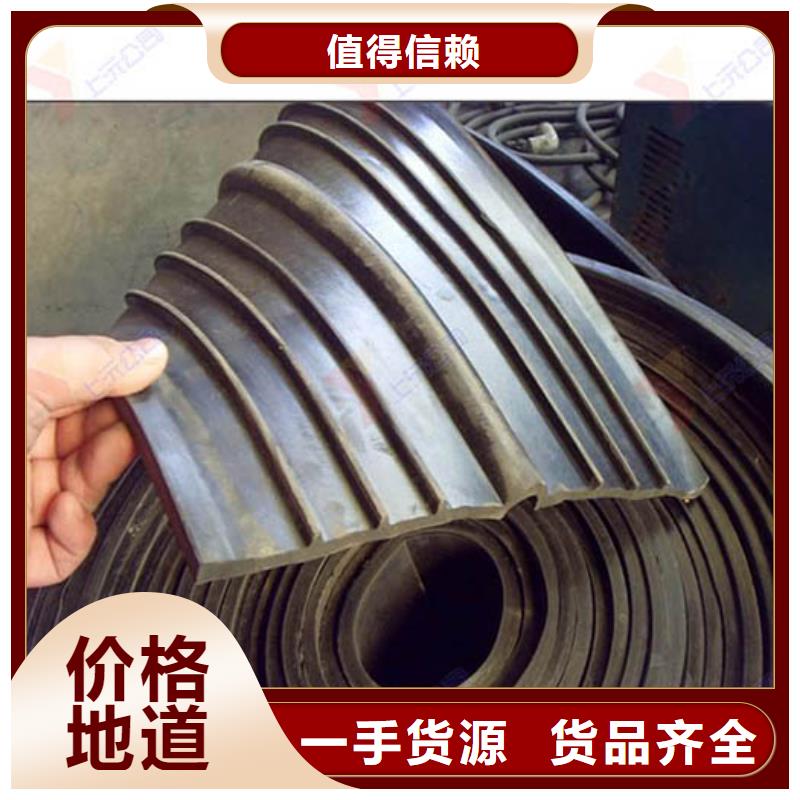
在已打磨光滑的钢边两面涂刷橡胶与金属粘结剂。在加工打磨钢板橡胶止水带连接端头的同时预热橡胶止水带的熔接模具好,预热时间按电热丝的发热功率约在30分钟。目的是将模具温度控制在140~150℃度之间。当温度计显示模具温度已到140~150℃即可进行后续步骤。把需要熔接钢边橡胶止水带两端头按步骤2搭接放入橡胶熔接模具底模的中间,连接处放满生胶片。按模具的对中孔洞,轻轻放置熔接模具的顶模。在安放模具顶模的过程中要避免生胶片和熔接端头的跑位,如果过程中钢边橡胶止水带需熔接的两端头跑位,需重复此步骤,确保熔接两端头的正确位置。用千斤顶将安放好的顶模具加压。此步骤注意的是: 次千斤顶加压压力不要过大大,加压至模具顶模和底模之间距离在2cm左右。待熔接钢边橡胶止水带的生胶片硫化一段时间,约5~10分钟后再进行千斤顶的二次加压。
钢支座】库存量大")
钢支座】库存量大")